💎 راهنمای مرجع آبکاری فلزات گرانبها در جواهرسازی: اصول و ملزومات کارگاهی
آبکاری فلزات گرانبها (Precious Metal Plating) در صنعت طلا و جواهر، ویترین کار شماست. این فرآیند الکتروشیمیایی نهتنها درخشش و لوکس بودن محصول نهایی را تضمین میکند، بلکه یک لایه محافظ سرسخت در برابر خط و خش، اکسیداسیون و سیاهی ایجاد میکند. در این مقاله، این هنر-صنعت را از زاویهای کاملاً کاربردی و کارگاهی بررسی میکنیم.
۱. دوئل روشها: آبکاری وانی (Bath) در برابر آبکاری قلمی (Pen)
در کارگاههای امروزی، بسته به نوع طراحی جواهر و حجم تولید، از دو متد کاملاً متفاوت استفاده میشود که هر کدام ویژگیهای خاص خود را دارند.
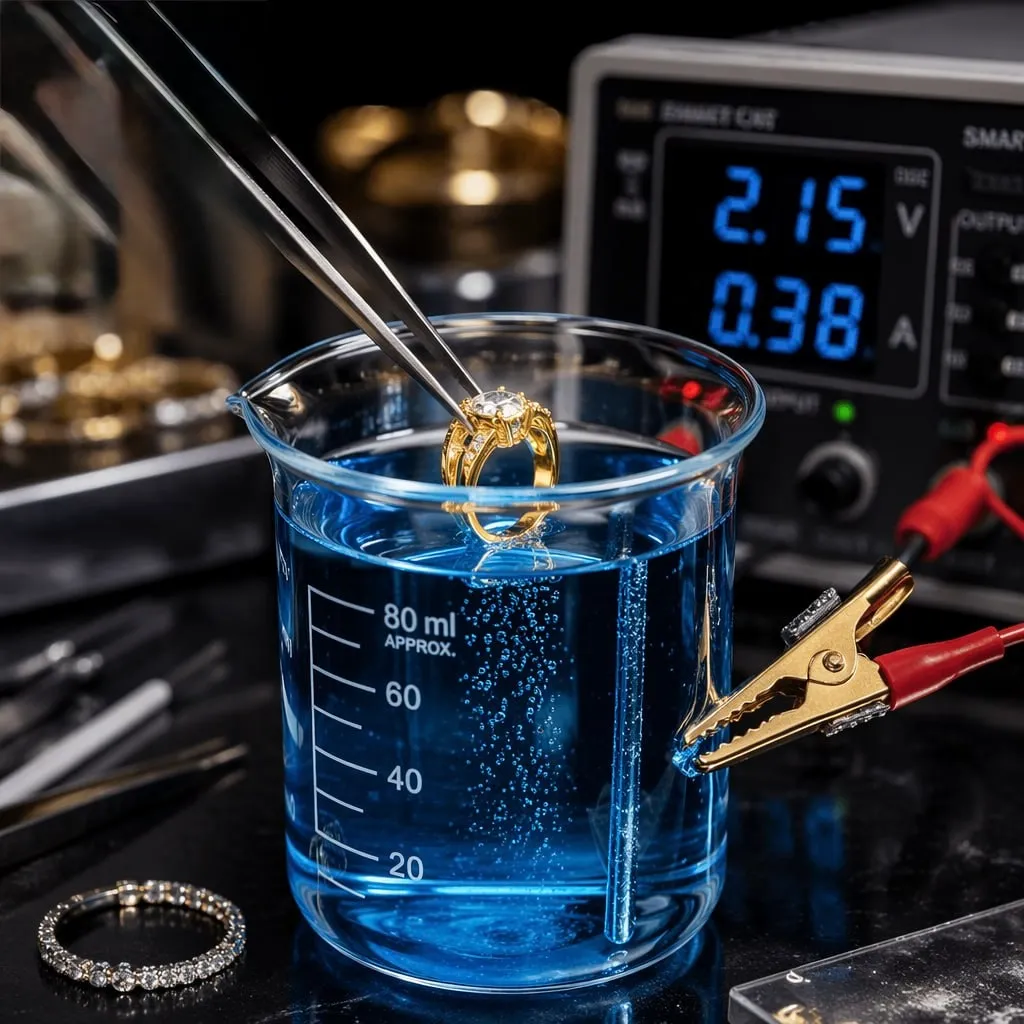
الف) آبکاری وانی (غرقابی)
در این روش، قطعات پس از اتصال به منبع جریان، درون وان یا بشر حاوی محلول (رودیوم، طلا و…) غرقاب میشوند تا پوششی یکنواخت و سراسری ایجاد شود.
| مزایای آبکاری وانی (Advantages) | معایب آبکاری وانی (Disadvantages) |
|---|---|
| ✔ پوششدهی کاملاً یکدست در تمام سطوح و منافذ ریز | ❌ نیاز به حجم زیاد و پرهزینه محلول برای پر کردن وان |
| ✔ سرعت و بازدهی بسیار بالا در تیراژ و سریکاری | ❌ عدم امکان تفکیک رنگ در جواهرات چندرنگ و ترکیبی |
| ✔ ایجاد ضخامت میکرونی دقیق، یکنواخت و پایدار | ❌ ریسک بالای آلودگی کل محلول در صورت یک اشتباه کوچک |
ب) آبکاری قلمی (ماژیکی)
بهترین گزینه برای کارهای ظریف، فیلیگران (ملیلهکاری)، و جواهرات مخراجکاری شده. محلول توسط یک نوک نمدی آغشته به جریان الکتریسیته، دقیقاً روی نقاط متمایز اعمال میشود.
| مزایای آبکاری قلمی (Advantages) | معایب آبکاری قلمی (Disadvantages) |
|---|---|
| ✔ امکان آبکاری چندرنگ روی یک قطعه (مانند ترکیب رودیوم سفید و مشکی) | ❌ سرعت پایین و نامناسب برای کارهای تیراژ و تعداد بالا |
| ✔ مصرف مینیاتوری، نقطهای و بسیار اقتصادی محلول | ❌ ضخامت پوشش و ماندگاری کمتر نسبت به روش وانی |
| ✔ عدم نیاز به سرمایهگذاری سنگین برای خرید حجم بالای محلول | ❌ نیاز به دستِ فوقالعاده ماهر، دقیق و بدون لرزش |
۲. کالبدشکافی محبوبترین محلولهای بازار (رودیوم، طلا، پلاتین)
انتخاب محلول، همان مرز میان یک کار فیک و یک شاهکار ماندگار است. برندهای معتبر با پایداری شیمیایی بالا، استاندارد طلایی این بازار هستند.
محلول رودیوم (پادشاه درخشش جواهرات)
رودیوم گرانبهاترین فلز در دنیای آبکاری است که به طلا سفید و نقره، جلوهای آیینهای و یخی میدهد. رودیوم مشکی نیز برای کارهای اسپرت و سایهروشنهای مدرن استفاده میشود.
| مزایا | معایب |
|---|---|
| ✔ انعکاس نور فوقالعاده و درخشش لوکس و مشتریپسند | ❌ قیمت فوقالعاده بالا و نوسانات شدید در بازار فلزات گرانبها |
| ✔ سختی بالا و مقاومت بینظیر در برابر خط و خشهای روزمره | ❌ حساسیت شدید محلول به آلودگیهای محیطی و مواد شوینده کارگاهی |
⚠️ فوت کوزهگری کارگاهی:
در آبکاری رزگلد، برای حفظ ثبات رنگ و مایل نشدن آن به رنگ مسی یا تیره، دمای محلول را باید دقیقاً بین ۳۵ تا ۴۰ درجه سانتیگراد تنظیم و حفظ کنید. نوسان دما مستقیماً رنگ خروجی را خراب میکند.
۳. شناسنامه فنی: جدول پارامترهای حیاتی آبکاری
برای اینکه لبههای کار شما نسوزد و پوشش کاملاً براق باشد، این جدول استاندارد را به عنوان دستورالعمل اصلی در نظر داشته باشید:
| نوع محلول آبکاری | ولتاژ بهینه (Volt) | دمای کاری (°C) | نوع آند الزامی |
|---|---|---|---|
| رودیوم سفید (وانی) | ۳.۵ – ۴.۵ | ۲۰ – ۲۵ (اتاق) | تیتانیوم-پلاتین |
| طلا زرد استاندارد | ۱.۵ – ۲.۵ | ۵۰ – ۶۰ | استیل ۳۱۶ / تیتانیوم-پلاتین |
| طلا رزگلد | ۴.۰ – ۵.۵ | ۳۵ – ۴۰ | تیتانیوم-پلاتین |
| رودیوم مشکی | ۱.۸ – ۲.۵ | ۳۰ – ۳۵ | تیتانیوم-پلاتین |
۴. ملزومات جانبی؛ قهرمانان پشت پرده آبکاری
یک محلول گرانقیمت بدون تجهیزات جانبی استاندارد، جواهری بیارزش و کدر تحویل میدهد. ابزارهای جانبی نقش کلیدی در فرآیند دارند.
آند تیتانیوم-پلاتین (Platinized Anode)
برای محلولهای حساسی مثل رودیوم، پلاتین و رزگلد، استفاده از آندهای با روکش پلاتین خالص غیرقابل چشمپوشی است.
| مزایا | معایب |
|---|---|
| ✔ عدم آزادسازی یونهای مزاحم و حفظ سلامت کامل محلولهای غرقابی | ❌ قیمت خرید بالاتر نسبت به آندهای معمولی استیل یا گرافیتی |
| ✔ هدایت الکتریکی فوقالعاده و توزیع یکنواخت لایه آبکاری روی جواهر | ❌ نیاز به مراقبت شدید جهت جلوگیری از مخدوش شدن روکش میکرونی پلاتین |
❌ اشتباه مهلک کارگاهی:
استفاده از آند استیل در وان رودیوم، باعث آزاد شدن ذرات آهن، کدر شدن کار و در نهایت نابودی و سیاه شدن کامل محلول غرقابی گرانقیمت شما میشود!
محلولهای آنتیتارنیش (Anti-Tarnish)
این گام، فاز نهایی و تثبیتکننده کیفیت کار شماست. محلولهای نانو نهتنها از اکسید شدن نقره جلوگیری میکنند، بلکه جلا و برق کار را قفل میکنند.
| مزایا | معایب |
|---|---|
| ✔ جلوگیری از تیره و سیاه شدن نقره و بدلیجات در ویترین مغازهها تا ماهها | ❌ اضافه شدن یک مرحله شستشو و فرآیند مجزا به خط تولید کارگاه |
| ✔ ایجاد لایه نانو کاملاً نامرئی بدون تغییر ضخامت یا رنگ ظاهری کار | ❌ حساسیت لایه محافظ به شویندههای اسیدی و قوی در درازمدت |
۵. چکلیست ۳ مرحلهای برای یک آبکاری بدون نقص (تجربه سازندگان)
- یک | چربیزدایی و اکتیواسیون اسیدی: بیش از ۸۰٪ علت پوسته کردن یا پلهای شدن آبکاری، وجود ذرات نامرئی چربی پرداختکاری روی قطعه است. بعد از التراسونیک، کار را حتماً در محلول اکتیواسیون اسیدی (نمک اسید) غوطهور کنید.
- دو | فقط آب مقطر دییونیزه: املاح آب شهری دشمن شماره یک فلزات گرانبها هستند و باعث رسوب دادن محلول میشوند. برای شستشو و جبران تبخیر وان، فقط و فقط از آب مقطر خالص استفاده کنید.
- سه | کنترل دقیق ولتمتر دیجیتال: ولتاژ بالا لبههای کار را میسوزاند و قهوهای میکند؛ ولتاژ پایین نیز پوششدهی ناقص و ابروبادی به همراه دارد.
نتیجهگیری و گام بعدی
آبکاری فلزات گرانبها امضای آخر شما روی یک اثر هنری است. استفاده از ترکیب برنده یعنی: محلول اورجینال + آند تیتانیوم-پلاتین استاندارد + آمادهسازی دقیق، تضمینکننده ماندگاری نام و برند شما در بازار پررقابت جواهرات خواهد بود. برای تهیه بهترین ملزومات و محلولهای استاندارد، میتوانید به بخش فروشگاهی ابزارنوین مراجعه کنید.











اولین دیدگاه را ثبت کنید