راهنمای کاربردی آنتی تارنیش در مخراجکاری و آبکاری فلزات گرانبها + فرمول اجرا
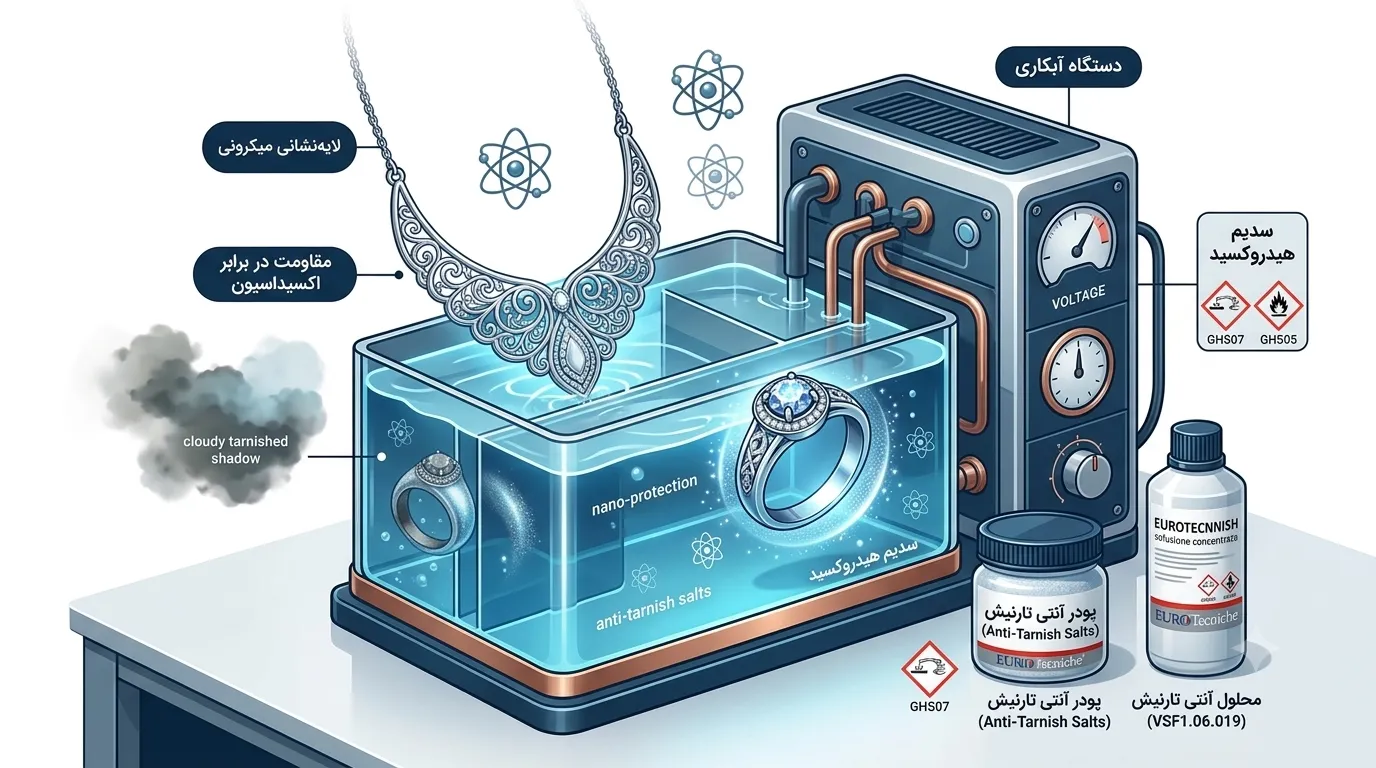
یکی از بزرگترین چالشهای سازندگان زیورآلات و فعالان صنعت گالوانیک، کدر شدن، تغییر رنگ و اکسیداسیون سریع فلزاتی مانند نقره، مس، برنج و حتی آلیاژهای کمعیار طلا است. فرآیند پسیواسیون یا استفاده از محلول آنتی تارنیش (Anti-Tarnish) به عنوان آخرین و حیاتیترین گام در زنجیره آبکاری، لایهای نانو و میکرونی روی سطح فلز ایجاد میکند. این پوشش شفاف و نامرئی، بستر فلز را در برابر گازهای محیطی (به ویژه سولفید هیدروژن)، رطوبت و اثر انگشت کاملاً مقاوم کرده و درخشش اولیه جواهر را برای طولانیمدت تضمین میسازد.
۱. مکانیسم علمی و انواع فرآیندهای آنتیتارنیش
تارنیش یا کدر شدن فلزات، یک واکنش شیمیایی میان سطح فلز و عناصر محیطی است. محلولهای ضد اکسیداسیون صنعتی به دو روش عمده این مشکل را برطرف میسازند:
- پسیواسیون شیمیایی (غوطهوری ساده): قطعه کار درون محلول غلیظ یا رقیقشده (مانند محلولهای آماده به مصرف با نسبتهای استاندارد ۱:۱۰) غوطهور شده و یک پیوند مولکولی پایدار روی سطح شکل میگیرد.
- پسیواسیون الکترولیتی (نانو الکتروفورز): در این متد با کمک جریان الکتریکی پایداری لایه چند برابر میشود. کدهای مرجع جهانی نظیر VSF1.06.019 نشاندهنده استاندارد حمامهای کاری با پارامترهای دقیق ولتاژ (حدود ۵ ولت) و بازه زمانی مشخص (زیر ۵ دقیقه) هستند.
۲. جدول پارامترهای فنی استاندارد در فرآیند ضد اکسیداسیون
| شاخص عملیاتی کارگاه | مقدار بهینه و استاندارد سیستمهای گالوانیک |
|---|---|
| نوع محلولهای مصرفی | محلولهای آماده مصرف (Ready for use) یا کنسانتره پودری (ترکیب نمک و آب مقطر) |
| نسبت ترکیب نمک پسیواسیون | 2.3g/L to 2.5g/L (به ازای هر لیتر آب مقطر خالص) |
| دمای بهینه حمام کاری | کمتر از ۴۵ الی ۵۰ درجه سانتیگراد (بسته به کاتالوگ سازنده و پایه حلال) |
| زمان غوطهوری (Time) | بسته به ساختار کالا؛ معمولاً بین ۱ تا ۵ دقیقه مداوم |
| سیستم حرارتی حمام | غیرمستقیم (گرم کردن بطری یا وان در حمام آب گرم مابین ملزومات آبکاری استاندارد) |
۳. تکنیکهای طلایی اپراتور و فوتوفنهای کارگاهی (Pro Insights)
برای اینکه لایه حفاظتی آنتیتارنیش روی قطعات نقره و طلا دچار لکه یا دوپوستی نشود، رعایت پروتکلهای زیر در زمان روشن بودن دستگاه آبکاری الزامی است:
- آمادهسازی فوقالعاده دقیق سطح: کوچکترین اثر از مواد آبکاری قبلی یا چربیهای پرداخت، مانع از نشستن نانوذرات ضد اکسیداسیون میشود. قطعه باید پیش از این گام، چربیگیری کامل و اسیدشویی (اکتیواسیون) شده باشد.
- تکنیک همگنسازی نمک پسیواسیون: اگر از پودر آنتی تارنیش (Anti-Tarnish Salts) استفاده میکنید، همیشه ابتدا جرم مشخصشده (مثلاً ۲.۵ گرم) را در حجم کمی آب مقطر ولرم کاملاً حل کرده و سپس به حجم کل وان اضافه کنید. مخلوط کردن باید تا شفافیت کامل محلول ادامه یابد.
- آبکشی نهایی اصولی: پس از خروج جواهر از حمام آنتیتارنیش، آبکشی داغ و خشک کردن سریع با خاک اره مخصوص یا دستگاه خشککن سانتریفیوژ، از ایجاد لکههای ناخواسته آب (Water Spots) جلوگیری میکند.
۴. پروتکلهای ایمنی و شیوهنامه نگهداری مواد شیمیایی
⚠️ هشدارهای بینالمللی کدهای خطر (GHS & Risk Phrases)
محلولها و کارهای سنتز شده حاوی کدهای استاندارد ایمنی هستند. کد خطر H318 به صراحت بیان میکند که این دسته از ترکیبات میتوانند باعث ایجاد ضایعات و صدمات شدید و جبرانناپذیر چشمی شوند. طبق لوزی خطر و بیانیههای احتیاطی P280، اپراتور کارگاه گالوانیک موظف است در تمام مراحل جابجایی، ترکیب و کار با حمام پسیواسیون، از عینکهای محافظ ایمنی ضخیم و دستکشهای ضد مواد شیمیایی استفاده کند.
شرایط اورژانسی (P305+P351+P338): در صورت پاشش ناگهانی مایع یا پودر به چشم، فوراً و بدون اتلاف وقت، چشمها را به مدت چندین دقیقه با آب روان فراوان شستشو دهید. در صورت وجود لنزهای تماسی، اگر به راحتی امکانپذیر است، آنها را خارج کرده و به شستشو ادامه دهید و سریعاً با مراکز فوریتهای پزشکی و سمشناسی تماس بگیرید.
۵. مزایا و محدودیتهای پوششهای حفاظتی نانو
➕ مزایای پسیواسیون استاندارد
- حفظ طولانیمدت براقیت جواهرات نقره و جلوگیری از زرد یا سیاه شدن در ویترین فروشگاهها.
- عدم تغییر در ضریب رسانایی الکتریکی قطعات و عدم تغییر ضخامت ظاهری کالا.
- مقاومت بالا در برابر شستشوهای روزمره و سایشهای سطحی خفیف.
➖ محدودیتها کارگاهی
- حساسیت شدید به رطوبت در حالت پودر خام؛ نفوذ هوا به ظروف نگهداری، کیفیت واکنش شیمیایی مواد را به شدت افت میدهد.
- عدم امکان اعمال روی قطعاتی که چربیگیری ناقص دارند (ایجاد لکههای ابر و بادی بر روی کار).
تنوع و کیفیت در ابزار جواهرسازی، تأثیر مستقیمی بر ظرافت نهایی اثر دارد؛ لذا پیشنهاد میکنیم برای مشاهده طیف گسترده تجهیزات تخصصی، سری به بخش فروشگاهی سایت ابزار نوین بزنید.











اولین دیدگاه را ثبت کنید